Состояние поверхности сварочной проволоки во многом влияет на качество сварного соединения. Если проволока покрыта пылью, грязью, маслом или ржавчиной, то шов получается пористым и с различными включениями, процесс сварки проходит нестабильно, наблюдается большое разбрызгивание металла. Кроме того, засоряется канал шланга и быстро изнашиваются наконечники.
Приспособление и станок для очистки сварочной проволоки разработаны и внедрены новаторами треста «Союзпромбуммонтаж».
Приспособление для очистки сварочной проволоки (рис. 54) выполнено в виде цилиндрической камеры, образованной корпусом 1 и крышкой 3, соединенными между собой петлей 4. После закрывания крышка фиксируется защелкой 2. Внутри камера разделена на два отсека диском 6. Одна часть камеры заполняется кусками абразива 5, а другая — войлоком 7. В диске и в торцевых стенках имеются отверстия, через которые пропускается сварочный провод. Своим левым торцом приспособление крепится к подающему механизму сварочного автомата или полуавтомата.
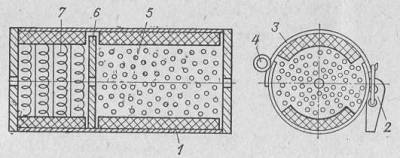
Рис. 54. Приспособление для очистки сварочной проволоки.
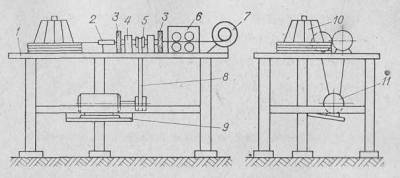
Рис. 55. Схема станка для очистки сварочной проволоки.
Заправленная в приспособление проволока вначале проходит камеру с абразивом, где очищается от ржавчины и окалины, а затем камеру с войлоком, где происходит окончательное удаление грязи, масла и т. д. При-способление позволяет очищать проволоку диаметром 1—4 мм. Простое по конструкции, оно может быть изготовлено и использовано на любом предприятии, при меняющем полуавтоматическую сварку в среде углекислого газа.
Станок для очистки сварочной проволоки схематически показан на рис. 55.
На верхней плите сварного корпуса 1 станка закреплена ось, на которой установлена катушка 10. На противоположном конце плиты расположен узел намотки с вращающейся кассетой 7. В средней части на опорах 4 установлены два вала, на которых с обоих концов закреплены щетки 3, а в средней части — шкивы 5. Шкивы связаны общим ремнем 8 со шкивом электродвигателя 11, смонтированного внутри корпуса на поворотной площадке 9.
Конец бухты сварочной проволоки, надетой на катушку, пропускается через направляющую втулку 2, две пары щеток, тянущий механизм 6 и наматывается на кассету 7. После этого включается электродвигатель, который приводит в движение тянущий механизм и щетки. Проходя через щетки, проволока очищается от грязи, ржавчины, окалины, масел и т. д. Перемещаясь, она заставляет вращаться кассету и наматывается на нее.
Чтобы компенсировать износ щеток в процессе работы, одна щетка из каждой пары имеет возможность поперечного перемещения. В качестве тянущего механизма использован подающий механизм от сварочного автомата ТС-17.
Техническая характеристика
Диаметр очищаемой проволоки, мм . 1—5
Диаметр щеток, мм ..............165
Частота вращения двигателя, об/мин. . 1400
Мощность электродвигателя, кВт ... 1
Габаритные размеры станка, мм . . . 130x700x800
Масса, кг............................30
Автор - svarka
Приспособление и станок для очистки сварочной проволоки разработаны и внедрены новаторами треста «Союзпромбуммонтаж».
Приспособление для очистки сварочной проволоки (рис. 54) выполнено в виде цилиндрической камеры, образованной корпусом 1 и крышкой 3, соединенными между собой петлей 4. После закрывания крышка фиксируется защелкой 2. Внутри камера разделена на два отсека диском 6. Одна часть камеры заполняется кусками абразива 5, а другая — войлоком 7. В диске и в торцевых стенках имеются отверстия, через которые пропускается сварочный провод. Своим левым торцом приспособление крепится к подающему механизму сварочного автомата или полуавтомата.
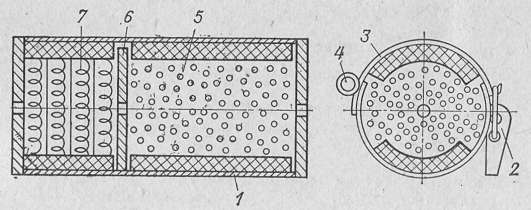
Рис. 54. Приспособление для очистки сварочной проволоки.
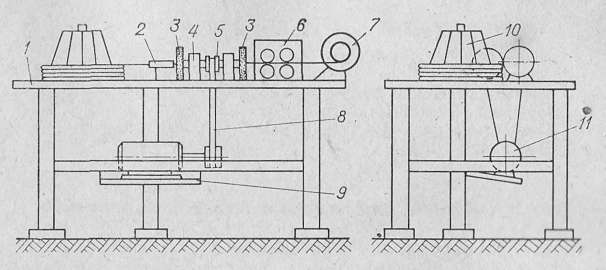
Рис. 55. Схема станка для очистки сварочной проволоки.
Заправленная в приспособление проволока вначале проходит камеру с абразивом, где очищается от ржавчины и окалины, а затем камеру с войлоком, где происходит окончательное удаление грязи, масла и т. д. При-способление позволяет очищать проволоку диаметром 1—4 мм. Простое по конструкции, оно может быть изготовлено и использовано на любом предприятии, при меняющем полуавтоматическую сварку в среде углекислого газа.
Станок для очистки сварочной проволоки схематически показан на рис. 55.
На верхней плите сварного корпуса 1 станка закреплена ось, на которой установлена катушка 10. На противоположном конце плиты расположен узел намотки с вращающейся кассетой 7. В средней части на опорах 4 установлены два вала, на которых с обоих концов закреплены щетки 3, а в средней части — шкивы 5. Шкивы связаны общим ремнем 8 со шкивом электродвигателя 11, смонтированного внутри корпуса на поворотной площадке 9.
Конец бухты сварочной проволоки, надетой на катушку, пропускается через направляющую втулку 2, две пары щеток, тянущий механизм 6 и наматывается на кассету 7. После этого включается электродвигатель, который приводит в движение тянущий механизм и щетки. Проходя через щетки, проволока очищается от грязи, ржавчины, окалины, масел и т. д. Перемещаясь, она заставляет вращаться кассету и наматывается на нее.
Чтобы компенсировать износ щеток в процессе работы, одна щетка из каждой пары имеет возможность поперечного перемещения. В качестве тянущего механизма использован подающий механизм от сварочного автомата ТС-17.
Техническая характеристика
Диаметр очищаемой проволоки, мм . 1—5
Диаметр щеток, мм ..............165
Частота вращения двигателя, об/мин. . 1400
Мощность электродвигателя, кВт ... 1
Габаритные размеры станка, мм . . . 130x700x800
Масса, кг............................30
Автор - svarka
- Войдите, чтобы оставлять комментарии