Конусность К = (D — d) /L = 2tga (рис. 13.34), где D и d — соответственно диаметр большого и малого основания конуса, L — длина конуса. Уклон i = К/2.
На круглошлифовальных станках конические поверхности шлифуют путем поворота стола, передней бабки или бабки шлифовального круга. Шлифование поверхностей с небольшой конус-
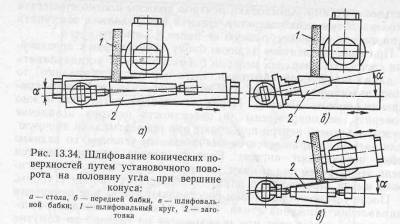
ностью (2а = 12 / 14°) не требует сложной наладки: стол поворачивают на угол а относительно оси шлифовального шпинделя (см. рис. 13.34). Движение подачи сообщают шлифовальному кругу / (рис. 13.34, в) или заготовке (рис. 13.34, а, б). Для шлифования в центрах заготовок с большой конусностью применяют специальное приспособление (рис. 13.35, а), а для шлифования в патроне поворачивают переднюю бабку на требуемый угол (рис. 13.35, б).. Шлифование усеченных конусов с углом до 60° небольшой высоты при установке заготовки в центрах выполняют методом врезания при повернутой шлифовальной бабке (рис. 13.35, в).
Автор - nastia19071991
На круглошлифовальных станках конические поверхности шлифуют путем поворота стола, передней бабки или бабки шлифовального круга. Шлифование поверхностей с небольшой конус-
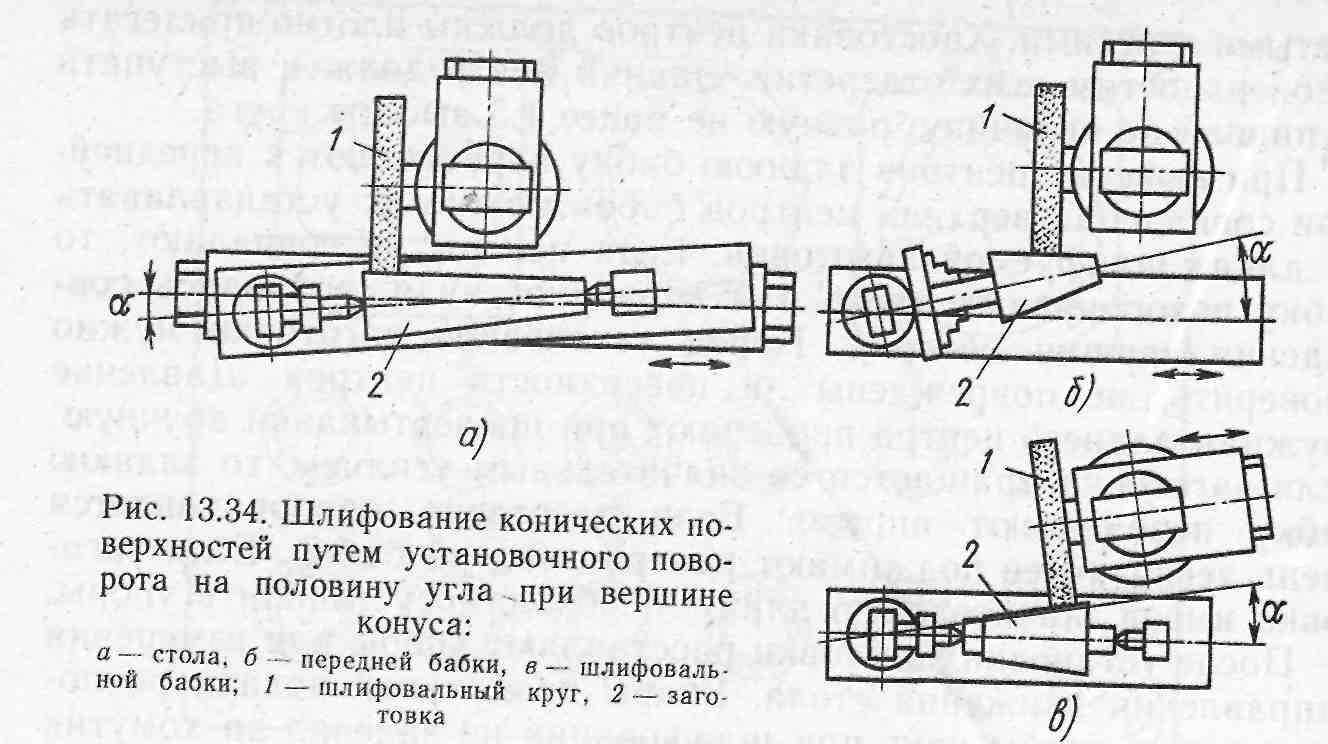
ностью (2а = 12 / 14°) не требует сложной наладки: стол поворачивают на угол а относительно оси шлифовального шпинделя (см. рис. 13.34). Движение подачи сообщают шлифовальному кругу / (рис. 13.34, в) или заготовке (рис. 13.34, а, б). Для шлифования в центрах заготовок с большой конусностью применяют специальное приспособление (рис. 13.35, а), а для шлифования в патроне поворачивают переднюю бабку на требуемый угол (рис. 13.35, б).. Шлифование усеченных конусов с углом до 60° небольшой высоты при установке заготовки в центрах выполняют методом врезания при повернутой шлифовальной бабке (рис. 13.35, в).
Автор - nastia19071991
- Войдите, чтобы оставлять комментарии