Способ аргоно-дуговой сварки трубопроводов из аустенитных старей предложен новаторами И. В. Писовым и В. И. Зверевым. При аргоно-дуговой сварке таких сталей возникает необходимость защиты обратной стороны шва. Защиту можно осуществлять поддувом инертного газа, используя различные приспособления. Однако защита данным способом не всегда возможна, а в ряде случаев не отвечает требованиям хорошего качества сварного соединения.
В предложенном способе для защиты обратной стороны шва применяют флюс-пасту ФП-8-2. Способ эффективен при аргоно-дуговой сварке труб из аустенитных сталей марок 0Х18Н10, Х8Н9, Х17Н13М2Т и др.
Флюс-паста состоит из сухой шихты, представляющей собой мелкодисперсный однородный порошок, и жидкой силикатной связки. Шихта включает следующие компоненты: СаС02, ТiO2, Fe203, CaF2 и Si02.
Приготовление пасты производится перемешиванием шихты и силикатной связки в соотношении 1 : 1 до получения однородной массы. Шихту необходимо предварительно просушить при температуре 100—-110° С в течение двух часов.
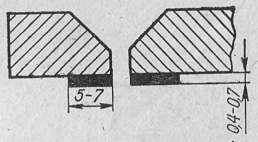
Рис. 59. Схема нанесения флюс-пасты на внутренние поверхности труб.
Внутренние стороны свариваемого стыка на расстоянии 20—30 мм от торца и кромки стыкуемых труб очищают от грязи, а затем тщательно обезжиривают ацетоном. После этого на внутренние поверхности труб лопаточкой наносят флюс-пасту (рис. 59). Ширина слоя должна быть равной 5—7 мм, а толщина 0,4—0,7 мм. Необходимо следить, чтобы паста не попадала в разделку. Нанесенный слой выдерживают в течение 10—15 мин для высыхания. Высыхание флюс-пасты контролируется визуально по изменению цвета с черного на темно-серый или темно-коричневый.
После высыхания флюс-пасты производят сварку. При зазоре не более 1 мм вначале образуют корневой шов сваркой неплавящимся электродом без присадочной проволоки, а затем накладывают последующие слои уже с присадочным материалом.
Сварку выполняют постоянным током прямой полярности. Флюс-паста имеет температуру плавления ниже, чем основной металл (1000—1100°С), поэтому плавление ее происходит не от тепла дуги, а от тепла нагретого изделия. В процессе сварки паста удерживает на весу жидкий металл сварочной ванны, создает защиту и формирует шов с обратной стороны без прожогов и трещин.
Применение флюс-пасты вместо поддува защитным газом повышает производительность сварки на 25— 30%.
Импульсная аргоно-дуговая сварка свинца предложена теми же новаторами. Обычно сварка свинца не представляет собой трудностей, если она производится в нижнем положении и осуществляется при помощи газовой горелки воздушно-водородным или ацетиленокислородным пламенем. Однако при сварке вертикальных и потолочных швов имеют место образование прожогов и наплывов вследствие высокой плотности и жидкотекучести свинца.
Предложенный способ сварки позволяет вести ее во всех пространственных положениях швов. Сущность этого способа состоит в том, что в процессе сварки периодически изменяется величина тока дуги от минимального до максимального значения (рис. 60).
Рис. 60. График изменения сварочного тока во времени при импульсной аргоно-дуговой сварке.
Во время максимального импульса тока образуется ванна жидкого металла, а во время прохождения минимального тока (паузы) горение дуги не прекращается, но расплавленный металл успевает затвердеть.
При получении тока применена импульсная приставка РПД-69, включенная в схему сварочного поста. Для сварочного поста могут быть использованы любой сварочный преобразователь с падающей вольт-ампсрной характеристикой и балластный реостат РБ-300 или РБ-301. В комплекте также необходимо иметь баллон с аргоном, газоэлектрическую горелку, а также редуктор, ротаметр РС-3, шланги и провода.
Свариваемые концы свинцовых листов и прилегающие к ним поверхности на длине 10—12 мм зачищаются до металлического блеска. Так как сварка производится без присадочного металла за счет сплавления кромки свариваемых листов, они плотно состыковываются. Сварка ведется на постоянном токе обратной полярности. Вольфрамовый электрод должен выступать за торец на 5—12 мм и располагаться наклонно под углом 60—80° к плоскости листа.
Для надежной защиты зоны сварки аргон подают на 2—3 с раньше возбуждения дуги и прекращают подачу его через 5—10 с после прекращения дуги.
Сварку свинцовых листов толщиной 4—5 мм рекомендуется вести на следующих режимах:
Ток импульса, А...............20—40
Ток паузы, А . . . ..............5—10
Длительность импульса, с ..........1—1,5
Длительность паузы, с . . .......... 3
Расход аргона, л/мин..............8—10
Применение импульсной аргоно-дуговой сварки обеспечивает высокое качество сварного соединения. Производительность сварки при нижнем расположении швов 10—24 м/ч, при вертикальном и потолочном — 4—6 м/ч.
Автор - svarka
В предложенном способе для защиты обратной стороны шва применяют флюс-пасту ФП-8-2. Способ эффективен при аргоно-дуговой сварке труб из аустенитных сталей марок 0Х18Н10, Х8Н9, Х17Н13М2Т и др.
Флюс-паста состоит из сухой шихты, представляющей собой мелкодисперсный однородный порошок, и жидкой силикатной связки. Шихта включает следующие компоненты: СаС02, ТiO2, Fe203, CaF2 и Si02.
Приготовление пасты производится перемешиванием шихты и силикатной связки в соотношении 1 : 1 до получения однородной массы. Шихту необходимо предварительно просушить при температуре 100—-110° С в течение двух часов.
Рис. 59. Схема нанесения флюс-пасты на внутренние поверхности труб.
Внутренние стороны свариваемого стыка на расстоянии 20—30 мм от торца и кромки стыкуемых труб очищают от грязи, а затем тщательно обезжиривают ацетоном. После этого на внутренние поверхности труб лопаточкой наносят флюс-пасту (рис. 59). Ширина слоя должна быть равной 5—7 мм, а толщина 0,4—0,7 мм. Необходимо следить, чтобы паста не попадала в разделку. Нанесенный слой выдерживают в течение 10—15 мин для высыхания. Высыхание флюс-пасты контролируется визуально по изменению цвета с черного на темно-серый или темно-коричневый.
После высыхания флюс-пасты производят сварку. При зазоре не более 1 мм вначале образуют корневой шов сваркой неплавящимся электродом без присадочной проволоки, а затем накладывают последующие слои уже с присадочным материалом.
Сварку выполняют постоянным током прямой полярности. Флюс-паста имеет температуру плавления ниже, чем основной металл (1000—1100°С), поэтому плавление ее происходит не от тепла дуги, а от тепла нагретого изделия. В процессе сварки паста удерживает на весу жидкий металл сварочной ванны, создает защиту и формирует шов с обратной стороны без прожогов и трещин.
Применение флюс-пасты вместо поддува защитным газом повышает производительность сварки на 25— 30%.
Импульсная аргоно-дуговая сварка свинца предложена теми же новаторами. Обычно сварка свинца не представляет собой трудностей, если она производится в нижнем положении и осуществляется при помощи газовой горелки воздушно-водородным или ацетиленокислородным пламенем. Однако при сварке вертикальных и потолочных швов имеют место образование прожогов и наплывов вследствие высокой плотности и жидкотекучести свинца.
Предложенный способ сварки позволяет вести ее во всех пространственных положениях швов. Сущность этого способа состоит в том, что в процессе сварки периодически изменяется величина тока дуги от минимального до максимального значения (рис. 60).
Рис. 60. График изменения сварочного тока во времени при импульсной аргоно-дуговой сварке.
Во время максимального импульса тока образуется ванна жидкого металла, а во время прохождения минимального тока (паузы) горение дуги не прекращается, но расплавленный металл успевает затвердеть.
При получении тока применена импульсная приставка РПД-69, включенная в схему сварочного поста. Для сварочного поста могут быть использованы любой сварочный преобразователь с падающей вольт-ампсрной характеристикой и балластный реостат РБ-300 или РБ-301. В комплекте также необходимо иметь баллон с аргоном, газоэлектрическую горелку, а также редуктор, ротаметр РС-3, шланги и провода.
Свариваемые концы свинцовых листов и прилегающие к ним поверхности на длине 10—12 мм зачищаются до металлического блеска. Так как сварка производится без присадочного металла за счет сплавления кромки свариваемых листов, они плотно состыковываются. Сварка ведется на постоянном токе обратной полярности. Вольфрамовый электрод должен выступать за торец на 5—12 мм и располагаться наклонно под углом 60—80° к плоскости листа.
Для надежной защиты зоны сварки аргон подают на 2—3 с раньше возбуждения дуги и прекращают подачу его через 5—10 с после прекращения дуги.
Сварку свинцовых листов толщиной 4—5 мм рекомендуется вести на следующих режимах:
Ток импульса, А...............20—40
Ток паузы, А . . . ..............5—10
Длительность импульса, с ..........1—1,5
Длительность паузы, с . . .......... 3
Расход аргона, л/мин..............8—10
Применение импульсной аргоно-дуговой сварки обеспечивает высокое качество сварного соединения. Производительность сварки при нижнем расположении швов 10—24 м/ч, при вертикальном и потолочном — 4—6 м/ч.
Автор - svarka
- Войдите, чтобы оставлять комментарии